A metrologia sai do laboratório e entra na fábrica
Com este artigo vou aprofundar um dos aspectos que mais influencia as medições feitas na linha de produção.
Vou dar um breve resumo para aqueles que não leram o artigo anterior.
No sector industrial, especialmente no sector automóvel, houve um aumento significativo na procura de medições efectuadas directamente na linha de produção.
Daí a necessidade de garantir que todos os produtos cumpram as especificações, tornando assim insuficientes os controlos estatísticos por amostragem realizados no laboratório.
A necessidade de sair do laboratório envolve uma série de actividades não indiferentes, tudo o que se enquadra no âmbito da adaptação dos instrumentos metrológicos para que possam operar directa e eficazmente num ambiente de produção industrial foi identificado com o termo "Metrotronics", uma palavra composta por metro(logy) e (mecha)trônico.
Entre os vários aspectos da medição automática num ambiente descontrolado, destaco agora o aspecto térmico.
A temperatura é definitivamente um dos parâmetros mais controlados em um ambiente de laboratório, especialmente se forem realizadas medições de comprimento.
Normalmente em muitos laboratórios de metrologia a temperatura é mantida dentro de uma tolerância de ± 1°.
Para ter uma referência tangível da incerteza gerada por esta tolerância saliento que um bloco de alumínio de 42 mm para cada grau centígrado se expande em cerca de 1µm.
Em um ambiente de produção onde a temperatura pode variar entre 15 e 35 graus, os efeitos dessa incerteza são multiplicados por dez.
Por esta razão, para medir em laboratório um pedaço de alguns quilos provenientes da produção, é necessário esperar mais de uma hora para estabilizar (ver tabela fig.1 - tempo de estabilização - mm).
Na linha de produção, porém, a prática mais adotada para reduzir essa incerteza é calibrar os instrumentos com amostras de referência com períodos adequados à incerteza a ser obtida, geralmente pelo menos uma vez ao dia.
Assume-se que a dilatação da amostra de referência e da peça medida são iguais e a calibração, ou talvez neste caso seja melhor dizer que a zeragem do instrumento, permite compensar a temperatura ambiente.
Um dos problemas com esta prática é que os espécimes de referência muitas vezes não são feitos do mesmo material que o espécime medido, pelo que têm coeficientes de expansão diferentes e isto afecta negativamente a incerteza.
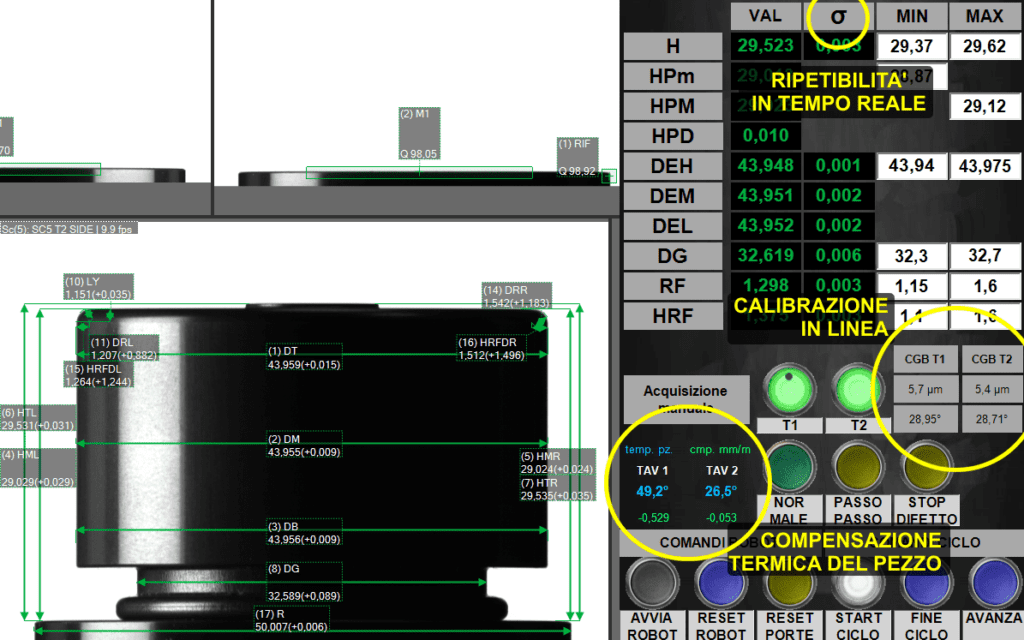
Existem também sistemas de medição de temperatura compensada ou, mais simplesmente, folhas de cálculo que transformam a leitura tendo em conta a temperatura ambiente tirada de um termómetro.
Aqui ainda estamos no campo das medições de amostras, mas realizadas em um ambiente de produção. Este procedimento talvez não seja correto do ponto de vista formal, mas ainda é amplamente utilizado, em primeiro lugar por empresas que não têm um laboratório com temperatura controlada, mas também por empresas que o fazem e que utilizam este procedimento para verificações mais frequentes.
Vamos passar aos sistemas de medição automática. Quer você utilize sondas LVDT (Linear Variable Displacement Transducer), escalas ópticas, sistemas de visão óptica, lasers, ou outros, o princípio não muda, a temperatura faz com que a peça medida se expanda com tudo o que isso implica. Alguns destes instrumentos permitem a compensação da temperatura, geralmente a temperatura ambiente, mais raramente a da peça analisada.
Medir a temperatura da peça parece ser a acção mais lógica, mas na prática a velocidade com que as medições são normalmente efectuadas por estes sistemas automáticos não permite uma leitura fiável da temperatura.
De fato, sondas de contato térmico como termopares ou Pt100 são muito lentas devido à inércia térmica dos materiais dos quais são feitas, por outro lado, sondas térmicas infravermelhas (pirômetros) são afetadas, especialmente para metais, pelo problema da emissividade, que afeta sua precisão.
Além disso, qualquer que seja o tipo de sonda utilizada, você só medirá a superfície externa da peça, e na metrotrônica esse conhecimento nem sempre é suficiente.
As peças medidas em linha vêm frequentemente de processos que aumentam a temperatura, mais raramente de processos que a baixam. Mesmo em condições de estabilidade presumida, ou seja, a partir de peças provenientes de armazéns ou processos que não afectam o aspecto térmico, é muitas vezes normal detectar diferenças de alguns graus em relação à temperatura ambiente.
Nestas circunstâncias, é fácil que a temperatura média da peça não corresponda à temperatura da sua superfície e muito menos à temperatura ambiente.
No entanto, o conhecimento da temperatura média da peça é necessário para uma medição correcta, especialmente se a precisão requerida for inferior a um milésimo da medição.
Provavelmente existem soluções diferentes para estes problemas, mas examinámos o problema concentrando-nos em dois aspectos.
A primeira é realizar uma sonda IR suficientemente rápida e repetível que, partindo da morfologia da peça, compense o problema da emissividade de forma mais eficaz do que o parâmetro clássico de compensação RTC (compensação de temperatura reflectida).
O segundo é aplicar um método para conhecer a temperatura média de um objeto que é, por exemplo, o resfriamento. Para atingir este objectivo somos ajudados pelo facto de que normalmente as peças medidas no ambiente de produção são sempre as mesmas e conhecemos as suas características.
Tendo como dados iniciais algumas características da peça, como volume, morfologia e material, é possível determinar alguns parâmetros termodinâmicos como o HTC (Coeficiente de Transferência de Calor) e o número de Biot.
A partir daqui, ao medir a temperatura da superfície em diferentes momentos da linha de produção, é possível estimar a temperatura média por meio de fórmulas termodinâmicas. A aplicação da lei de Fourier para o fluxo de condução no sólido na superfície e a lei de Newton para a perda convectiva na superfície, permitem obter resultados já discretos; fórmulas mais complexas permitem uma melhor fiabilidade.
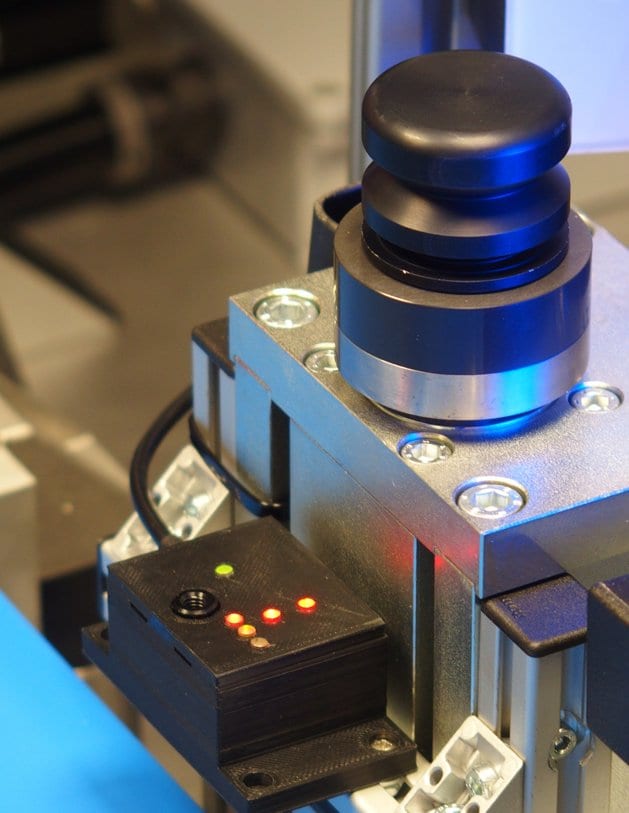
O resultado destas duas investigações são os novos sensores térmicos, particularmente compactos da série HCE-TMP, que foram especialmente concebidos para compensar termicamente os sistemas de medição em produção.